
基于 PC 的自动化台历生产系统
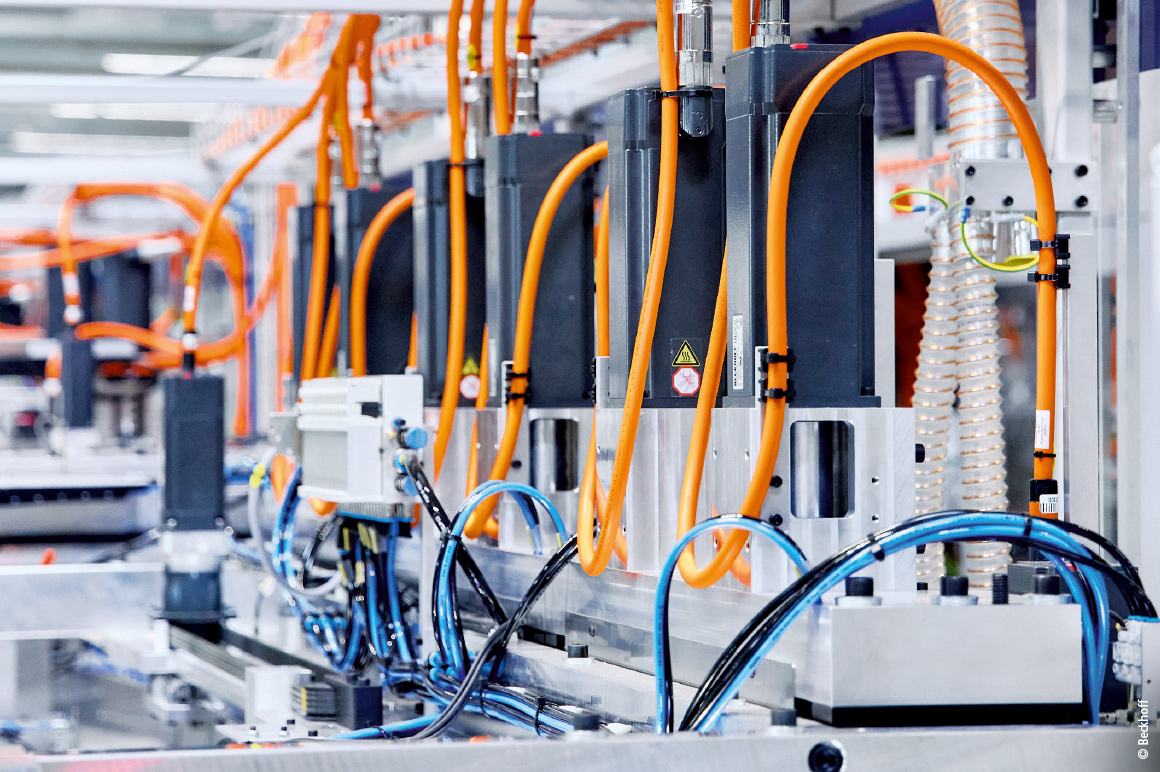
总部位于瑞士 Immensee 的 Durrer Spezialmaschinen 公司从设计阶段直至调试及更多后续环节,开发了一系列专业设备。一个新的台历生产系统从第一眼就展现了全面的运动控制专业知识结构的重要性:倍福的 AM8000 伺服电机和 AX5000 伺服驱动器为分布在两个大型控制柜内、总长 15.5 米的系统中的 90 多个高动态控制轴提供动力。
两段式 FOURCUT/WIRO 500 系统实现了从印刷到包装或物流线之间加工步骤的自动化流程,这些步骤在过去通常还是需要手动完成。该系统展现出高度的灵活性,能够处理来自数字印刷和胶版印刷的各种不同纸张规格与质量的产品。除了挂历之外,该系统还能够直接从托盘或配页机中生产出台历。这只有在高度自动化的环境下才能实现,它能确保设置和更换时间极短,仅需一两人操作便能保障系统稳定运行,同时实现每小时 1600 至 1800 本台历的高产量。
该系统由两部分组成,分别是用于计数和将印张切割为单个部分的 FOURCUT,以及用于打孔、活页装订或堆叠排序以便进行后续的包装与物流操作的全自动 WIRO 500 加工生产线。WIRO 500 是专为台历组装而设计的设备,主要用于满足当前市场上日益增长的小批量定制生产、个性化小批量生产以及特殊产品设计的需求 — 无论是私人定制台历,还是促销活动礼品。
精密工艺铸就高品质之作
总计 93 个通过 AX5000 伺服驱动器和 AM8000 伺服电机驱动的轴负责执行精密的工艺流程。该系统还通过数字量 I/O 集成了一台配页机,并通过 PROFINET 连接了一台 SCARA 机器人。此外,该系统还配备了多种测试和监控功能,以确保产品的高质量,例如对不同印刷机造成的印刷图像偏差进行补偿的功能。所有这一切自动化操作都借助倍福基于 PC 的控制技术实现。据 Durrer 公司的首席技术官 Patrick Suter 介绍,倍福拥有种类丰富且能精准满足各种性能等级需求的产品系列,这为定制设备制造商带来了独特优势:“基于 PC 的控制技术也非常适合在计算机上安装所需的第三方软件,例如用于机器人、QR 码阅读器或检测相机的软件。在过去的十一年里,我们始终信赖倍福的驱动技术,因为它已被证实是一个兼具同质性和高度协同性的 PLC、运动控制和安全系统。”
Durrer 公司机械产品开发负责人 Nicola Ritzmann 补充道:“伺服驱动器和伺服电机展现出了极高的可靠性,这对我们的设备而言至关重要。此外,到目前为止,我们已经能够针对每一个轴进行配置,并实现每一个运动控制应用 — 即便在调试过程中轴的要求发生了变动。更不用说,我们随时都可以信赖倍福瑞士分公司或威尔总部的专家,在需要时他们总能提供及时的支持。倍福始终致力于软件开发,提供丰富的功能块,有效简化了实施过程。例如,借助新的伯德图,我们能够对主从网络中的一个具有挑战性的轴进行精准优化。”倍福驱动产品中的单电缆技术(OCT)能够大幅减少电缆布线工作并缩小拖链体积,进而降低了材料成本,缩短了装配时间,带来了切实的成本效益。
结构超紧凑且具备强大通信能力的工业 PC
遵循模块化设备构建的原则,Durrer 公司部署了多台通过 EAP 协议相互通信的倍福 PC,共同控制 FOURCUT/WIRO 500 系统。据 Patrick Suter 介绍,之所以选择这些超紧凑型工业 PC,主要是基于它们出色的可扩展计算能力、紧凑的设计以及丰富的通信接口:Durrer 分别为 FOURCUT和WIRO 500 各配置了一台 C6030,同时,为可选的传输模块以及与上一级客户管理系统之间的 OPC UA 通信各配置了一台 C6015。

Patrick Suter 分享了他们运用基于 PC 的控制技术实现通信功能的实践经验:“EtherCAT 可以自由选择拓扑结构,使我们能够设计出完全贴合设备需求的简洁现场总线架构。为了简化布线工作,超过 98% 的信号都直接采用 EP 系列 EtherCAT 端子盒在设备层面进行采集:FOURCUT 上配备了 62 个,WIRO 500 上配备了 52 个。这解释了为什么我们绝对需要如此高性能且稳定的现场总线。得益于 EtherCAT 的广泛应用,我们能够轻松地将诸如编码器等众多支持 EtherCAT 的第三方组件直接整合到网络中。此外,EAP 协议也被证实是一种用于控制器间通信的快速、简便且可靠的解决方案。”
Patrick Suter 还阐述了通信的另一个重要方面:“全面且可靠的数据采集为实施真正的预测性维护奠定了坚实基础。我们能够迅速定位并修复故障,同时深入评估各项数据,比如分析不同故障对设备停机时间所造成的影响。这为过程优化带来了极大的潜力。”所需的安全功能则通过 EtherCAT 安全协议、EL6910 TwinSAFE 逻辑端子模块和其它 TwinSAFE 端子模块、端子盒以及 AX5805 TwinSAFE 驱动器选项卡集成到系统中:包括 SOS、SS1、SS2 和 SLS。
TwinCAT 3 作为通用的软件解决方案
倍福的 TwinCAT 软件 与工业 PC 一样,也是整个自动化系统的核心。Patrick Suter 对此予以肯定:“所有设备序列均采用 TwinCAT 3 PLC/NC PTP 进行编程,而运动控制功能块则为我们提供了近乎无限且极为简便的选项,用于设计并实现所需功能的运动轨迹。这方面的典型应用包括主站/从站组合、超调、电子齿轮以及用于将 NC 轴切换到 CST 模式的 MC_TorqueControl(扭矩控制)和用于叠加相对运动的 MC_MoveSuperImposed。NC 轴能够如此轻松地集成到 PLC 中,给我们留下了深刻的印象。” TwinCAT 3 HMI 保障了系统操作的便捷性。
除了 PC 控制技术所展现的性能优势外,Nicola Ritzmann 认为其它方面的因素也至关重要:“倍福的控制与驱动产品品质卓越,这意味着我们极少会遇到系统停机的情况。即使我们的系统确实出现了停机情况,我们也可以信赖倍福瑞士分公司及威尔总部,他们会提供极其迅速且专业的支持 — 无论是在确保系统稳定运行方面,还是在项目开发阶段皆是如此。”鉴于 Durrer 最近被正式授权为倍福解决方案提供商,凭借其深厚的专业知识为其他基于 PC 的控制技术用户提供帮助,这一事实有力证明了他们所提供的支持服务实属难能可贵。





