
开放、灵活 — 直达核心需求
大型零部件的精密加工绝非易事。如何才能以微米级的精度大批量生产钟表中使用的齿轮和螺丝或者连接器接触引脚等零件?瑞士 Esco 和 Affolter 公司通过为其数控机床配备倍福的 TwinCAT CNC 和伺服驱动技术实现了这一目标。
从日内瓦延申到巴塞尔的瑞士“钟表谷”,经过数百年的发展,手表制造商和微型精密机械制造商之间已经形成完美的生态圈(成为世界知名的钟表品牌的以及微型精密机械制造商的聚集地)。总部位于 Les Geneveys-sur-Coffrane 的 Esco 公司和位于 Malleray 的 Affolter Group 这两家设备制造商就是其中一员。他们的数控机床以最高的精度制造最小的齿轮、螺丝、轴等零部件,是瑞士钟表机芯能够具有享誉全球的精准度的基础。
Esco 车床主要用于高精度、高品质地加工各种大中型精密零部件。机床除了车削工序之外,还具备其它加工能力。因此,这些结构紧凑的机床也可加工复杂零件。
固定材料和旋转刀具
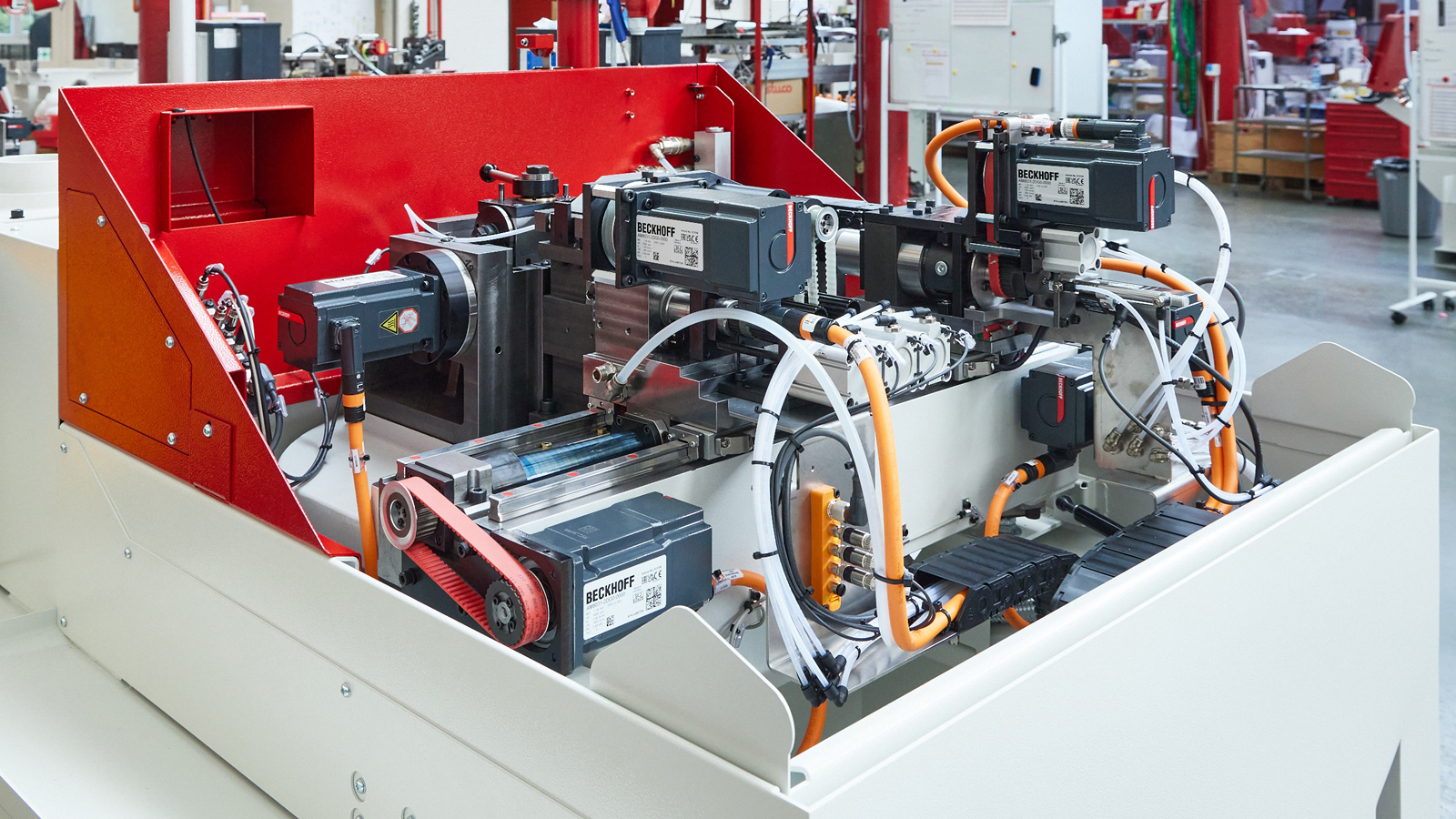
与一般的自动车床不同,Esco 机床的采用的是个性化的工作原理:固定材料,旋转刀具。因此,机床就能够全自动、不间断地加工环状或棒状材料。“此外,刀具可以接近工件,这也为生产效率和表面质量带来了优势。”Esco 销售经理 Vincent Fankhauser 说道。转速高达 12,000 rpm 的主轴是实现高精度和短加工时间的基础。
自 2020 年初以来,Esco 一直依赖基于 PC 的控制技术实现机床的自动化,并因此采用了倍福的 TwinCAT 3。“之前的供应商为我们提供的控制和驱动技术已经到了生命周期的末期,我们需要面向未来的 CNC 技术,可以轻松地为我们的不同系列进行配置。”Vincent Fankhauser 说道。
这就是倍福解决方案提供商 Affolter 的用武之地。公司自己生产滚齿机,同时作为合同制造商,使用大约 350 台机床加工钟表等行业使用的复杂零件。总经理 Vincent Affolter 说道:“我们一直为自己的控制解决方案感到自豪,我们为我们的机床自主研发了控制解决方案,并用生产电子元器件。”控制系统的核心部分是 FPGA 芯片,它可以在微秒范围内并行计算所有轴的所有设定值。但是,当电子元器件无法再供应时,Affolter 就再也无力维护其控制系统,更不用说进一步对其进行开发以及集成 IT 连接等其它功能。幸运的是,Affolter 的 PC 技术性能正迅速提升。
从 FPGA 到开放式控制平台
“在 2016 年分析可能的控制系统供应商时,我们很快就在倍福找到了我们想要的产品,并开始使用基于 PC 的控制技术进行初步测试。”Vincent Affolter 说道。他最重要的工作之一是保持公司自主创新的灵活性,而无需再次自行开发硬件。“倍福的开放式控制平台提供了 Affolter 所需的灵活性。”倍福瑞士公司销售部的 Philippe Abt 补充道。基于 PC 的控制技术和 TwinCAT CNC 现在构成了 Vincent Affolter 自己的 CNC 机床所使用的控制平台的基础,并提供给像 Esco 机床制造商等倍福解决方案提供商。
在将 CNC 解决方案与 Esco 机床相匹配时,基于 PC 的控制技术展现出了出色的灵活性:考虑到所需的机床周期时间,在处理 CNC 任务时没有时间可以浪费。“由于 TwinCAT CNC 采用了模块化的系统结构,因此通过相应的配置可以实现 Esco 所要求的短周期时间。”Philippe Abt 回忆道。为了减少任务的计算时间,不需要的功能都被删除了。“对我们来说,最重要的是我们从一开始就得到了倍福的支持,并与倍福一起寻找并实施解决方案。但这一切并不是理所当然的。”Vincent Affolter 说道。

基于 PC 的控制技术适用于所有机床系列
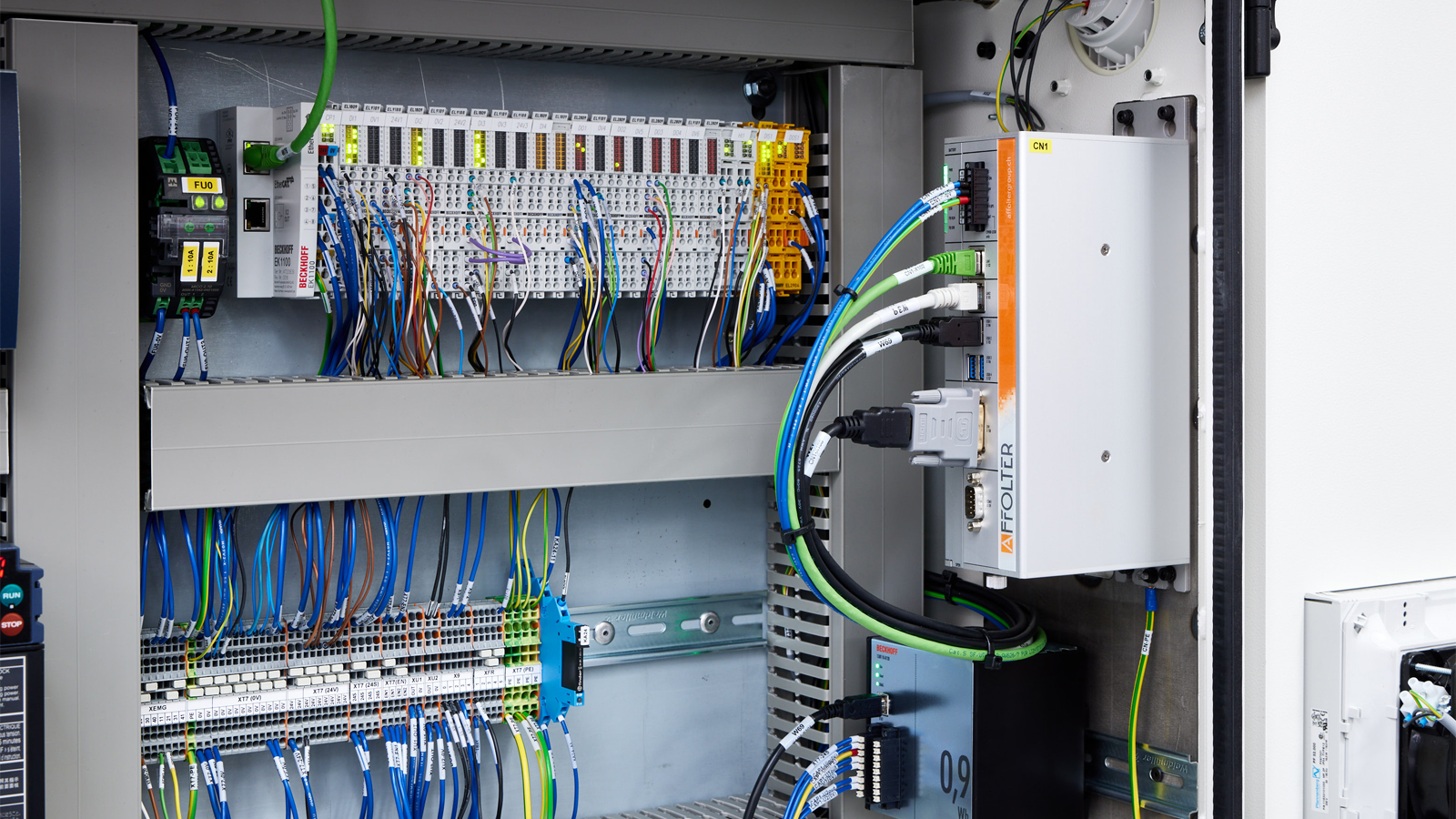
基于 TwinCAT 3 和 C6920 控制柜式工业 PC 的联合调整控制方案适用于 Esco 的所有机床系列,为将所有数控机床长期、安全地迁移到基于 PC 的控制系统中奠定了坚实的基础。自 2020 年以来,Esco 已经交付了约 150 台配备了各种配置的 TwinCAT CNC 控制系统的机床。Vincent Fankhauser 说道:“我们现在更加灵活,可以根据我们所需的计算能力和驱动配置以及安全性要求,从整个产品系列中进行挑选和组合。”以 Escomatic D6 Twin 为例,有 12 根伺服轴需要控制,3 个 CNC 通道需要计算。
驱动技术(AX5000 伺服驱动器和 AM8000 伺服电机)中采用的单电缆技术(OCT)显著节省了控制柜和机床空间,因为只需铺设一条更细的电机电缆即可。自从改用 OCT 技术后,反馈系统中的信号干扰问题也得到了解决。
Affolter 和 Esco 目前正致力于整合刀具监控和在线质量控制。发展规划还包括通过 umati(万能机床接口)和 OPC UA 将数控机床连接到 MES 和 ERP 系统。基于 PC 的控制是一种开放式模块化控制系统,它也将取得成功。